010-82930964
010-82930964 


中国粉体网讯
【摘要】粉末高温合金是20世纪60年代出现的新型高温合金,以金属粉末为原材料,经过后续热加工处理,得到具有较高抗拉强度和良好的抗疲劳性能的合金[1]。本文首先明确了高温合金的概念、分类等,之后介绍了粉末高温合金的目前国内外研究现状,最后着重介绍了目前常见的粉末高温合金的制备技术。
【关键词】粉末高温合金;高温合金;气雾化法制粉; PREP法;热处理。
1前言
涡轮盘被誉为“航空发动机的心脏部件”,主要采用高温合金制造。高温合金可以在高温的工况下承受复杂的机械应力,且可在严苛的工作环境下仍具备耐蚀、耐磨、抗蠕变性和抗疲劳等优良性能。因此,高温合金成为航空航天领域的关键材料。
高温合金是指以镍、铁和钴为基体,能在600℃以上的高温及一定应力作用下长期工作,能承受较大复杂应力、并具有表面稳定性的一类金属材料。根据材料成形方法,高温合金可以分类为铸造高温合金、变形高温合金和新型高温合金[2]。粉末高温合金作为新型高温合金的一种,较传统的铸造变形高温合金,具备成分均匀、晶粒细小、屈服强度高、抗疲劳性强等优势,成为业内公认的新型高温合金首选材料[7]。
2粉末高温合金概念
粉末高温合金(Powder Metallurgy Superalloy)是指采用粉末冶金工艺生产的高合金化程度的高温合金材料[8]。通常是以镍为基体,添加有Co、Cr、W、Mo、Al、Ti、Nb、Ta等多种合金元素的一类具有优异的高温强度、抗疲劳和抗热腐蚀等综合性能的合金,是航空发动机涡轮轴、涡轮盘挡板、涡轮盘等关键热端部件的首选材料[9]。
3粉末高温合金发展现状
目前世界上只有美国、俄罗斯、英国、法国、中国等少数国家具备粉末高温合金研发、生产能力,其中美国和俄罗斯是粉末高温合金研制和工程化应用最成功的国家,所生产的粉末高温合金制品被用于多个型号的航空发动机。[8]
在粉末高温合金领域,欧美等国已经研制出了第四代粉末高温合金。第一代为650℃高强型粉末高温合金,如René95、IN100等;第二代为750℃损伤容限型粉末高温合金,如René88DT、N18等;第三代为高强损伤容限型粉末高温合金,如René104/ME3、Alloy10、LSHR和RR1000等;第四代粉末高温合金是在第三代的基础上,通过成分调整和工艺优化来获得更高的工作温度,使其具有高强度、高损伤容限和高工作温度的特点。[6]
俄罗斯几乎和美国同时开展粉末高温合金的研究,与美国相比,俄罗斯粉末高温合金牌号较少,目前广泛应用于航空发动机制造的只有ЭΠ741HΠ,该合金具有优异的综合高温性能,使用温度为650~750℃。2004年后俄罗斯新研制了BBП系列粉末高温合金,与ЭΠ741HΠ合金相比,BBП系列合金的室温强度、持久强度、低周疲劳性能更高,目前尚未获得规模化应用[8]。
中国粉末高温合金的研究起步相对较晚,开始于20世纪70年代后期。目前,我国已成功研制出第一代高强型和第二代损伤容限型粉末高温合金,正在研制高强损伤容限型第三代粉末高温合金,并对高工作温度、高强度和高损伤容限的新型第四代粉末高温合金开展了补充探索研究。[1,2,6]
4粉末高温合金制备技术
粉末高温合金的制备主要涉及到粉末的制备、粉末热固结成形、热处理等工艺过程,如图1所示。主要采用的加工路线有3种:①制粉+热固结成型+热处理;②制粉+热固结成型+热锻造+热处理;③制粉+热固结成型+热挤压+热锻造+热处理。[9]
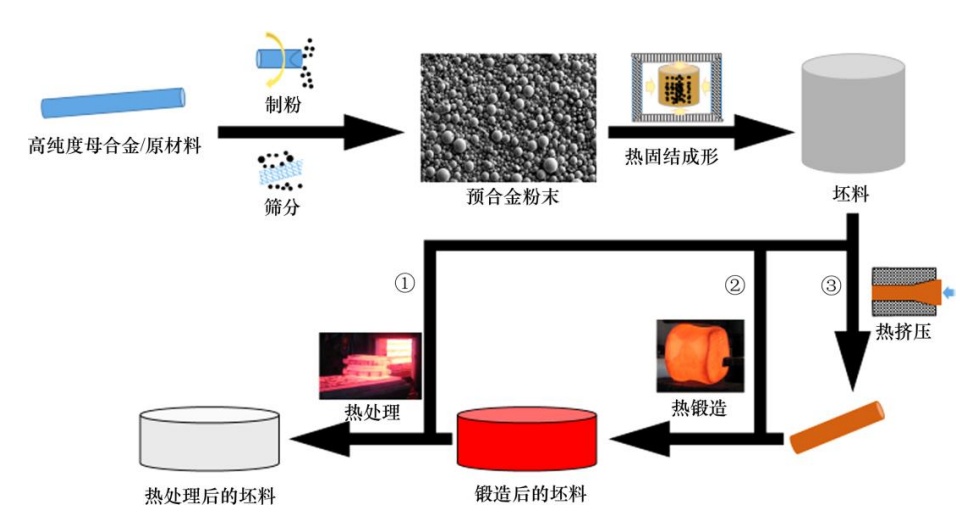
图1 粉末高温合金三条主要制备路线图
4.1粉末制备
粉末制备是粉末高温合金生产过程中非常重要的环节。目前高温合金粉末制备主要有Ar气雾化法制粉(AA粉)和等离子旋转电极法制粉(PREP粉)2种方法。
(1)气雾化法制粉[6]
气雾化制粉属于物理外混合式二流破碎制粉方法,具有时间短、温度梯度高、合金状态变化复杂的特点,是一种复杂的物理冶金过程。真空感应熔炼气雾化(VIGA)制粉设备示意图如图2所示,主要分为真空系统、感应熔炼系统、气源、雾化系统以及粉末收集系统,相应的制粉过程分为熔炼、雾化、液滴凝固与粉末收集4个过程。
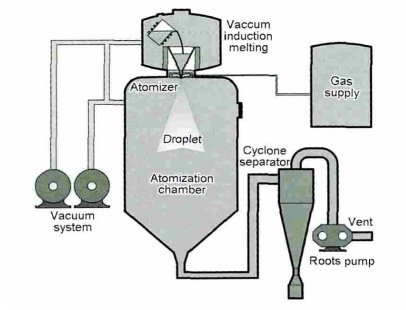
图2 真空感应熔炼气雾化制粉设备示意图
Ar气雾化制粉的优势在于可以制备比较细小的球形高温合金粉末,通过筛分去除较大的夹杂颗粒,从而降低夹杂的有害影响。未来高温合金Ar气雾化制粉技术将继续朝着高纯、细化、窄粒度、少夹杂、高球形度以及高效率和低成本的方向发展。
(2)等离子旋转电极法制粉[7]
等离子旋转电极法(PREP)是通过等离子弧熔化高速旋转的母合金棒料端部,在离心力作用下合金液滴飞射,并在惰性气体介质中以约104℃/s的速度,靠表面张力的作用凝固成球形的颗粒。PREP制粉工艺如图3所示。粉末具备球形度好、表面光亮、洁净,物理工艺性能好的特性。
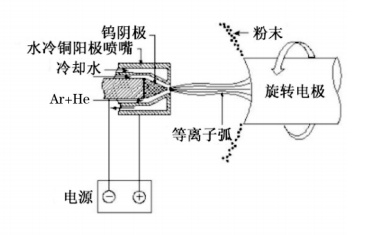
图3 PREP工艺制粉示意图
欧美等先进工业发达国家采用Ar气雾化法制备航空发动机用粉末高温合金,AA粉粒度较细,制坯后组织均匀性好,夹杂物尺寸小。俄罗斯粉采用等离子旋转电极雾化制备航空发动机用粉末高温合金[6],PREP粉末粒度较大、分布范围较窄,由于制备过程不使用坩埚,因此粉末洁净度较高,非金属夹杂数量较少,氧含量较低,并且粉末球形度高,流动性好。在我国两种工艺都得到实际应用。[8]
4.2高温合金粉末固结成型工艺
由于高温合金中往往含有Cr、Ti、Al等难烧结元素,高温合金烧结通常要在高温高压环境中真空封装后才能进行。目前采用的高温合金粉末固结工艺有:真空热压成形、热等静压成形、热挤压、等温锻造等。其中,热等静压和热挤压工艺使用最为广泛。[9]
(1)热等静压技术
热等静压处理的基本原理是以气体或液体作为压力介质,使材料在加热过程中经受各向均衡的压力,借助于高温与高压的共同作用促进材料致密化和元素扩散[4]。热等静压过程使内部的孔隙和微裂纹等缺陷闭合,起到提高铸件整体力学性能的目的[10]。
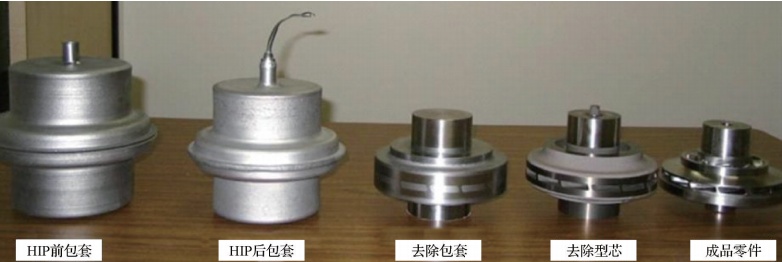
图4 热等静压成型工艺
(2)热挤压技术[12]
热挤压是指将坯料加热至再结晶温度以上,使其在强烈的挤压力作用下,从挤压模口中流出或流入细小的模腔中,最终获得所需加工件的压力加工方法。通常热挤压的工艺为:首先将坯料加热到需要的温度,若坯料表面有氧化皮产生,则应立即将其去除,之后立即将坯料装填入型腔内进行挤压,经过单道次挤压即可得到所需工件。其工艺流程如图5所示。
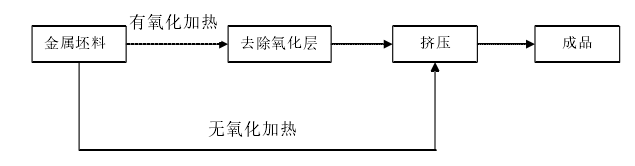
图5 热挤压工艺流程图
相对于其他压力加工方法,用热挤压方法加工的挤压件,机械加工余量很小,表面精度较高。热挤压工艺加工的零件具有明显强于其他加工工艺的机械性能。但热挤压的工作环境以及变形方式也有自身的局限性,主要表现在挤压件表面氧化严重,质量差;生产条件恶劣,对模具要求苛刻,模具使用寿命较低。
4.3热处理工艺[11]
高温合金热处理工艺是指高温合金材料在固态下,通过加热、保温和冷却的方式,以获得预期组织和性能的一种金属热加工工艺,是改变合金显微组织、挖掘合金潜力、改善其综合性能的关键手段之一。近年来研究较为深入的热处理工艺主要是固溶处理和时效处理。
固溶处理是指在高于高温合金组织内析出相的全溶温度,使合金中各种分布不均匀的析出相充分溶解至基体相中,从而实现强化固溶体并提高韧性及抗蚀性能,消除残余应力的作用,以便继续加工成型,并为后续时效处理析出均匀分布的强化相做准备。
时效热处理是指在强化相析出的温度区间内加热并保温一定时间,使高温合金的强化相均匀地沉淀析出,碳化物等均匀分布,从而实现硬化合金和提高其强度的作用。
5结论
粉末高温合金优良的综合性能决定了其在航空发动机的主动力装置、飞机辅助动力装置(APU)、增材制造高性能技术构件上均有一定的应用[6]。我国在粉末高温合金领域取得了很大的进步,部分粉末高温合金制件已获得应用,但是与美欧、俄罗斯等航空强国相比,差距仍然巨大。随着我国航空航天技术的飞速发展,国内的粉末高温合金将迎来一个大发展的时代。
参考文献:
[1]胡连喜,冯小云.粉末冶金高温合金研究及发展现状[J].粉末冶金工业.2018,28(4):1-3.
[2]刘武猛,郭纯,吴随松.高温合金焊接研究现状及发展趋势[J].金属加工.2022,(1):1-2.
[3]江河,董建新,张麦仓,等.800℃以上服役涡轮盘用难变形镍基高温合金研究进展[J].航空制造技术,2021,64(1/2):62–73.
[4]袁战伟,常逢春,马瑞,等.增材制造镍基高温合金研究进展[J].材料导报,2022,36(3):2.
[5]任帅,张华,于子超,等.挤压态新型镍基粉末高温合金的热变形行为[D].中国有色金属学报.2021,
[6]张国庆,张义文,郑亮,等.航空发动机用粉末高温合金及制备技术研究进展[J].金属学报,2019,55(9).
[7]张莹.镍基粉末高温合金中碳、氧化物的遗传演变及对组织性能的影响[J].航空制造技术,2021,64(23/24):80–86,93.
[8]徐鸣,侯琼,李昌,等.FGH4097镍基粉末高温合金的制备工艺与显微组织[J].粉末冶金工业,2020,30(6).
[9]黄伯云,韦伟峰,李松林,等.现代粉末冶金材料与技术进展[N].中国有色金属学报,2019,29(9):7-8.
[10]薛松海,谢嘉琪,刘时兵,等.钛合金粉末冶金热等静压技术及发展现状[J].粉末冶金工业,2021,31(5):2.
[11]田甜.喷射成形制备新型第三代粉末高温合金的组织和性能[D].北京:北京科技大学,2020:30-35.
[12]祝恩鑫.IN690高温合金热挤压工艺及组织演变规律研究[D].沈阳:沈阳理工大学,2015:14.
(中国粉体网编辑整理/星耀)
注:图片非商业用途,存在侵权请告知删除!
(来源:中国粉体网)