010-82930964
010-82930964 


中国粉体网讯 增材制造技术又称3D打印,自提出以来受到国内外学者的广泛关注。金属材料的增材制造相比于其他材料难度较大,对于原材料、工艺控制等方面的要求更严苛。
主要粉末特性的影响
粉末的粒度
粉末粒度是增材制造工艺过程控制和参数调整的重要依据。粒径过大时粉末间隙较大导致制品致密度较低,粒径过小时流动性较差,铺粉不均匀,从而导致制品的致密性和力学性能较低。
常用的金属3D打印粉末的粒度范围是15-53μm(SLM工艺),53~105μm/53-150μm(EBM、LDM工艺),分别对应的颗粒目数范围为:270~800目(SLM工艺),150~270目/100-270目(EBM、LDM工艺)。
粉末的形貌
粉末颗粒的形貌主要由粉末生产方法决定,也与物质的分子或原子排列的结晶几何学因素有关。常见的形状有球形、近球形、多边形、条状、多孔海绵状、碟状、不规则形状等。粉末颗粒的形貌直接影响粉末的流动性、密度等性能,进而影响打印成型后金属零部件的质量。通常球形粉末的流动性较好,铺粉较为均匀,而形貌不规则粉末的流动性较差,导致成形过程中部分粉末未熔化,造成力学性能下降。
此外,金属粉末中的空心粉含量、卫星球含量(小颗粒与中心较大颗粒焊合)及粉末粘连也是影响粉末使用效果的重要因素。
松装密度
研究表明粉末松装密度越高,成形零件的致密度越高。这包括两方面原因:一方面是由于激光穿透深度较浅,激光能量作用于粉末表层具有积聚效应;当粉末松装密度较低,即颗粒间隙较大时,粉末表层的导热系数与周围气氛相当,激光能量难以向粉层内部传递,能量在表面积聚到一定程度则会引起粉末飞溅,增大了对激光器的干扰,并使粉层上下表面温度梯度显著增大,下层粉末颗粒熔化不完全,层间结合较差,从而降低了成形件的致密度;二是能量衰减效应,粉体温度随烧结深度增加会明显降低,导致激光能量未传至粉层底部便已耗尽,从而明显降低成形性。
影响粉末松装密度的因素有颗粒形貌、粉末粒度及粒径分布,其中减小粉末粒径或采用粒径双峰分布粉末均可提高粉体的松装密度。
流动性
粉末的流动性也是一个综合性能,影响因素包括颗粒形状、粒度组合、相对密度和颗粒间的粘附作用。一般粉末颗粒越大,形状越规则,松装密度越高,流动性越好。如颗粒呈球形时,颗粒间的粘附作用力较小,即颗粒间的阻力较小,粉末具有较高的流动性,有利于成形件致密化。此外,提高粉末的流动性可增加粉末对激光能量的吸收率,从而进一步改善SLM成形性。
成分组成
含有亲氧性元素的材料(如钢材中的Fe、Cr等元素)SLM成形后通常无法实现全致密化,严重影响成形件机械性能。
此外,不同成分的材料具有不同的激光吸收系数,当元素对激光的反射性较强时就会产生结晶球化现象,造成致密度和力学性能下降。粉末的激光吸收系数越高,熔化所需的激光能量越小,因此添加有助于提升粉末激光吸收系数的金属组元或添加剂(如Fe、Cu、Ni等)可有效改善粉末的成形性。在SLM成形过程中材料组分也可能发生变化,如Co蒸发会使成形件中Co含量下降,从而影响成形件力学性能。
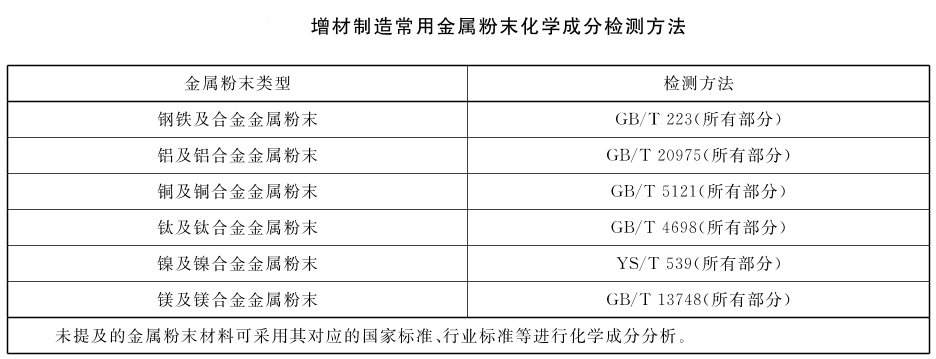
增材制造用金属粉末的性能表征
粒度分布检测
常用的粒度测试方法有机械法、激光衍射法和显微镜法。其中机械法包括筛分法、沉降法。
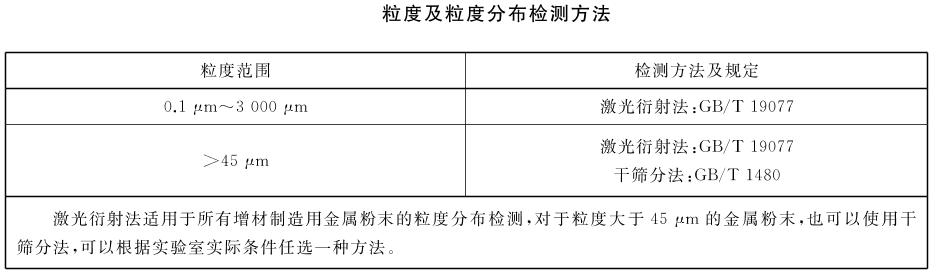
筛分法:可参照GB/T1480-2012《金属粉末干筛分法测定粒度》标准,但值得注意的是,该标准只适用于大于45μm的粉末颗粒,不能充分满足增材制造用金属粉末粒度的测试要求。
沉降法:常用的有利用重力作用自由沉降的重力沉降法、利用离心力作用沉降的离心沉降法、通过加入液柱开始沉降的线始法、粉末均匀分布悬浮在液体中-均匀沉降法。
激光衍射法:是目前最主流的粒度检测方法。根据不同粒径粉末对激光衍射角的不同得到金属粉末的粒度分布。
显微镜法:测量粉末颗粒的投影尺寸,对称性较好球形颗粒可按直径直接计算,球形度不好的颗粒采用垂直投影法或者线切割法,计算粉末的算数平均直径、长度平均直径、体积平均直径和质量平均直径。
由于增材制造的金属粉末普遍对粒度分布具有较高的要求,显微镜法测量的粉末颗粒的平均直径及粒度分布具有很大的随机性和偶然性,准确性相对较差。结合增材制造用金属粉末粒度检测的实际情况,目前使用最广泛的检测方法是筛分法和激光粒度衍射法,这两种方法具有原理简单、操作方便等优势,可单独作为粒度检测数据,也可以互为补充参考。
形貌检测
粉末形貌常用检测方法为光学显微镜法、透射电镜和扫描电镜法,同时联合电脑软件对形貌进行定量分析。
光学显微镜:是通过凸透镜的成像原理来实现的,分辨率在0.1μm左右,而增材制造用金属粉末的直径一般在15μm~150μm,光学显微镜的分辨率可以满足粉末形貌观察的要求。光学显微镜与电子显微镜相比,成本低、制样简便且检测速度快,所以对于目前气雾化以及其他工艺所制备的球形或近球形金属粉末,光学显微镜是使用最为广泛的观察手段。
扫描电子显微镜(SEM):分辨率高达十万倍,可以清晰直观地观察金属粉末的形貌,并能清楚观察到粉末颗粒的表面状态。该方法制样简单,对样品的厚度要求不高,能够获得高倍率、清晰、直观的粉末形貌照片。另外,增材制造用球形金属粉末对于空心粉的控制更为严格,而扫描电子显微镜同时也是空心粉检测的有效手段。
透射电子显微镜技术:以高能电子束为“光源”,由于电子束的穿透能力有限,对样品的厚度有要求。金属粉末需要做减薄处理,制样困难,检测成本高,周期长,一般较少使用。
动态颗粒图像分析法:粉末颗粒投影截面的球形度检测宜采用粉末颗粒图像分析仪,即光学显微镜配备测量软件的方法进行。
流动性检测
粉末流动性的检测方法包括休止角法、卡尔流动性指数法、松装与振实密度测量法、霍尔流速法。
休止角:是指粉末从一定高度的漏斗中自然下落到水平板上形成的圆锥堆和水平板间的角度θ。休止角越小,粉末之间的摩擦阻力越小,从而粉末流动性越小。
卡尔流动性指数法:是综合评价影响粉体流动性的影响因素,包括休止角、平板角、凝聚度、压缩率、均齐度五项指数,用得分制的数值方法表示粉体流动性的方法。这种方法数据分析全面,适用范围广,但是测量误差大,数据不稳定。一般很少使用。
松装与振实密度测量法:是用金属粉末的振实密度与松装密度之比来表征粉体流动性,比值越小,粉体压缩性越弱,流动性越好。
霍尔流速法:金属粉末的霍尔流动性是指50g金属粉末流过标准尺寸漏斗孔所需时间,单位为(s/50g)。其倒数是单位时间流出粉末的质量,称为流速,是国际上通用的测量3D打印金属粉末材料流动性的方法。
粉末能自由通过孔径2.5mm漏斗时,按GB/T1482的规定进行检测。粉末无法自由通过孔径2.5 mm 漏斗时,改用孔径5.08mm的卡尼漏斗,参照GB/T1482的规定进行检测。
该种方法的检测主要使用霍尔流速计,主要适用于流动性好且能够顺利通过标准漏斗的粉末,对于易团聚、颗粒间摩擦阻力大的金属粉末则不适用。
此外,金属粉末的流动性也可根据其动力学特性表征。粉体流变仪即是根据这种原理测流动性的仪器。
小结
金属增材制造作为整个增材制造产业最前沿的技术,将迎来新的战略发展机遇期。关于3D打印用金属粉末的检测方法和综合检测技术手段仍需不断探索。
参考资料:
高正江等.增材制造用金属粉末原材料检测技术
《增材制造 金属粉末性能表征方法》(GB/T 39251-2020)
张亚娟.3D打印用特种金属粉末的制备与使用性能表征
(中国粉体网编辑整理/黑金)
注:图片非商业用途,存在侵权告知删除!
(来源:中国粉体网)